Continuous Mesh Belt Furnace for Iron Powder Metallurgy

International Journal of Metallurgy and Metal Physics
(ISSN: 2631-5076)
Volume 7, Issue 1
Research Article
DOI: 10.35840/2631-5076/9272

Article Formats
Continuous Mesh Belt Furnace for Iron Powder Metallurgy
Table of Content
Figures

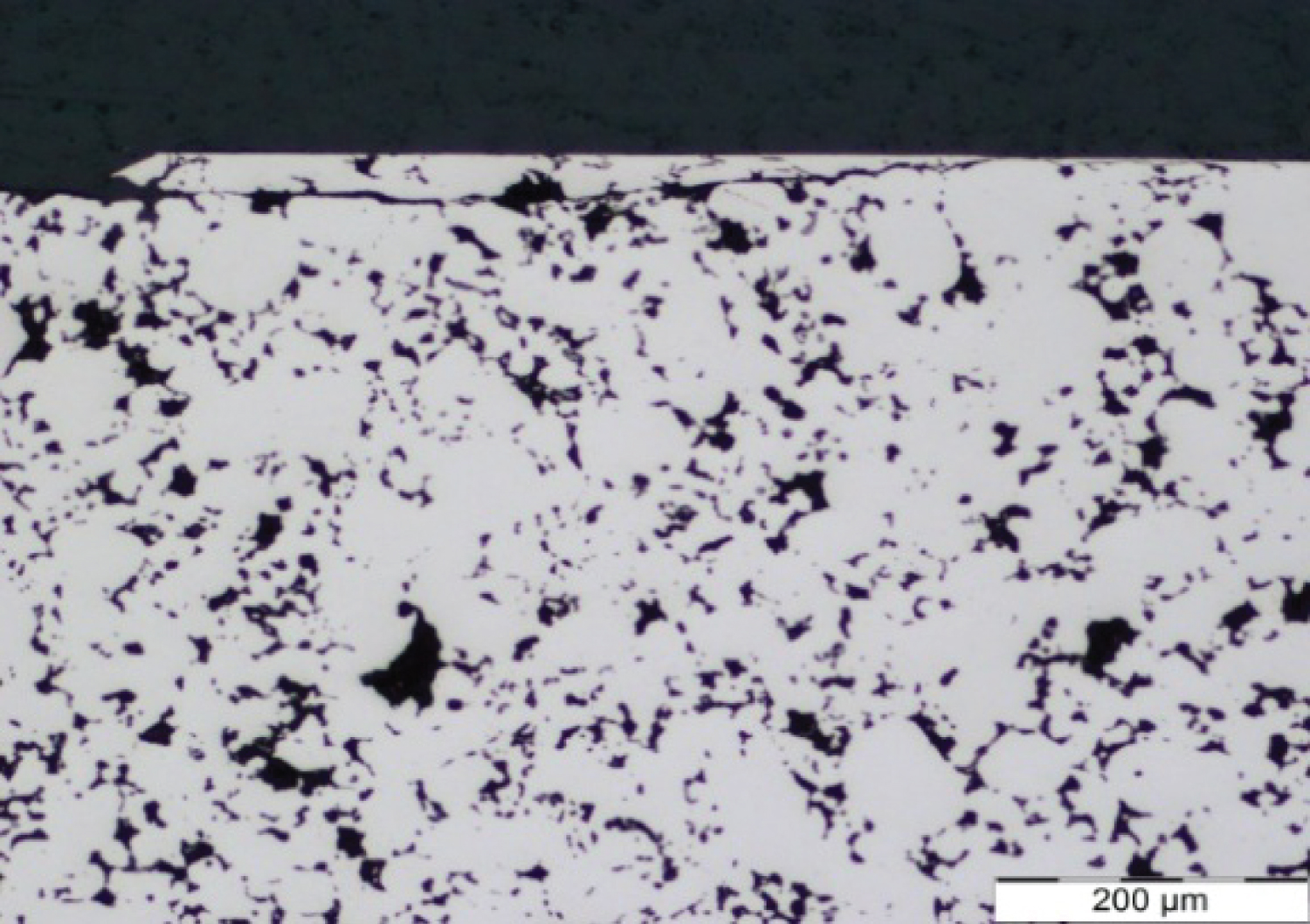
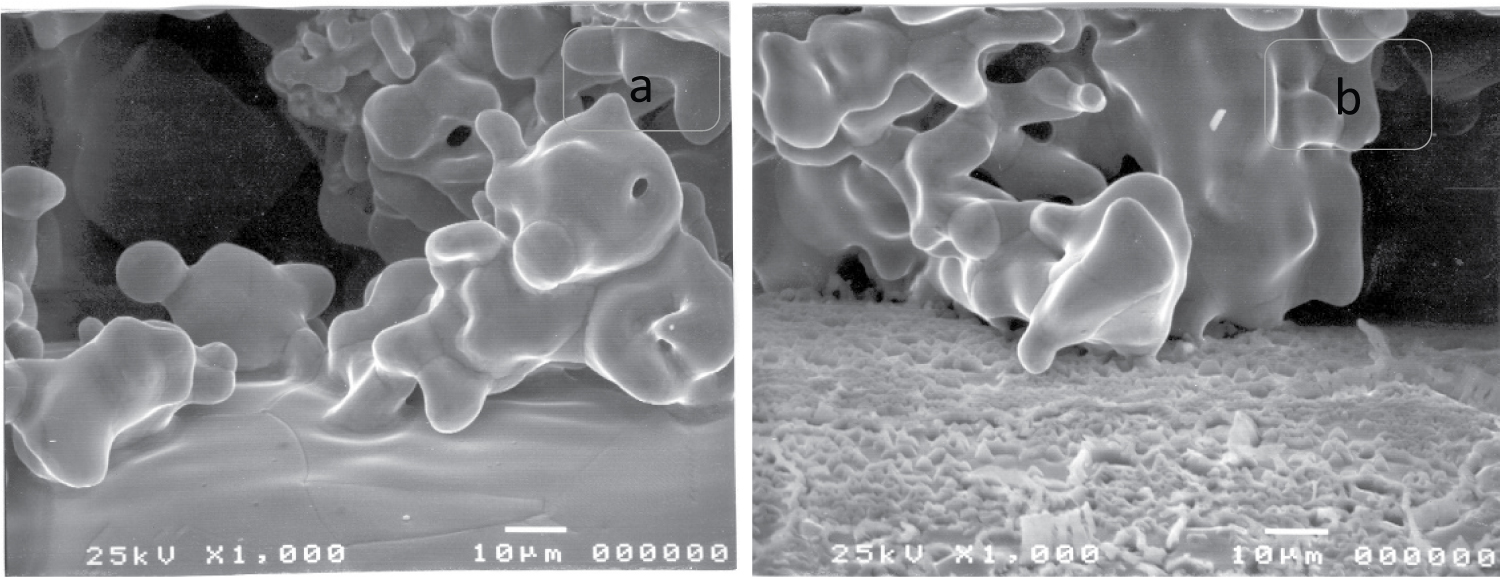
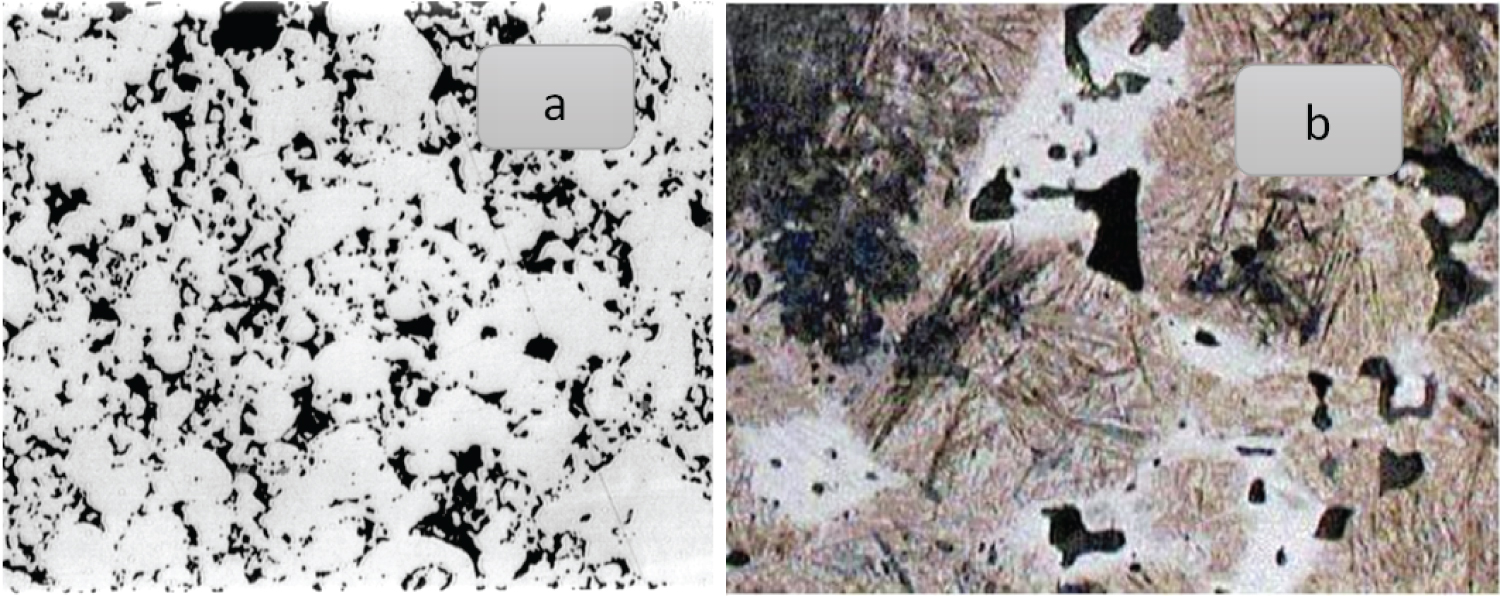
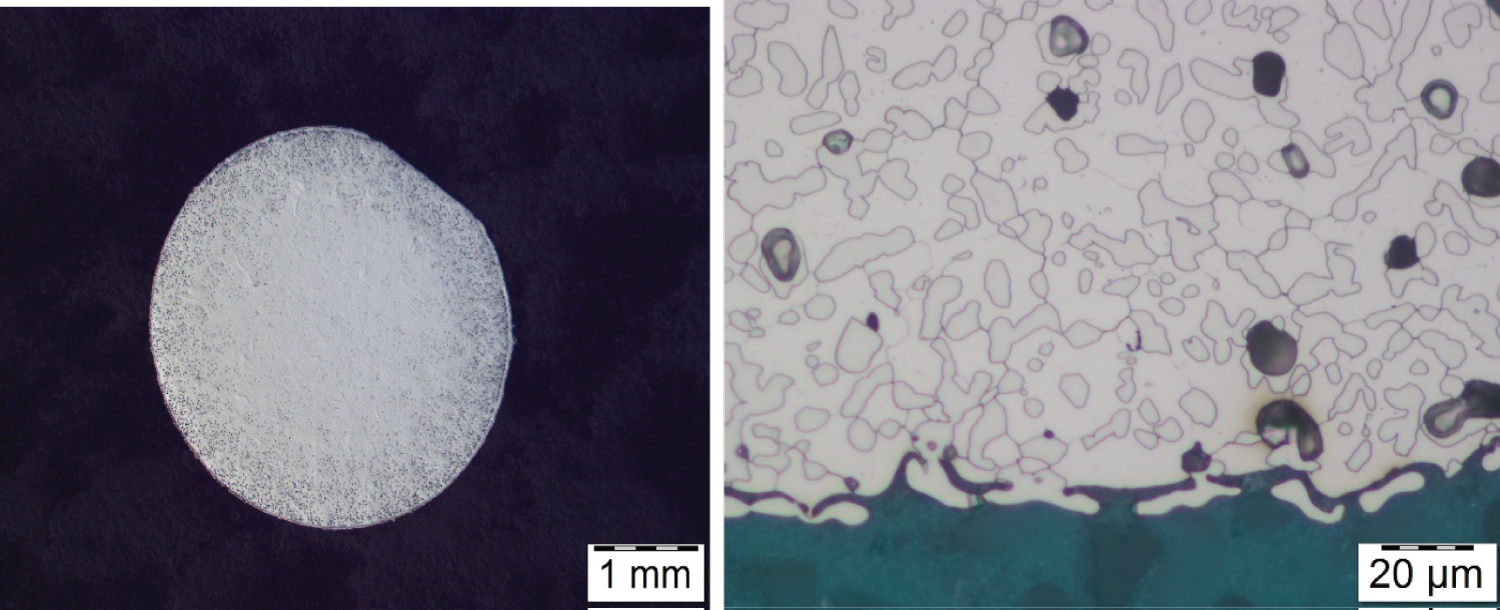
Figure 4: LOM of a sintering part....
LOM of a sintering part with a density 7.0 g/cm3: a) unetchet; b) etched.
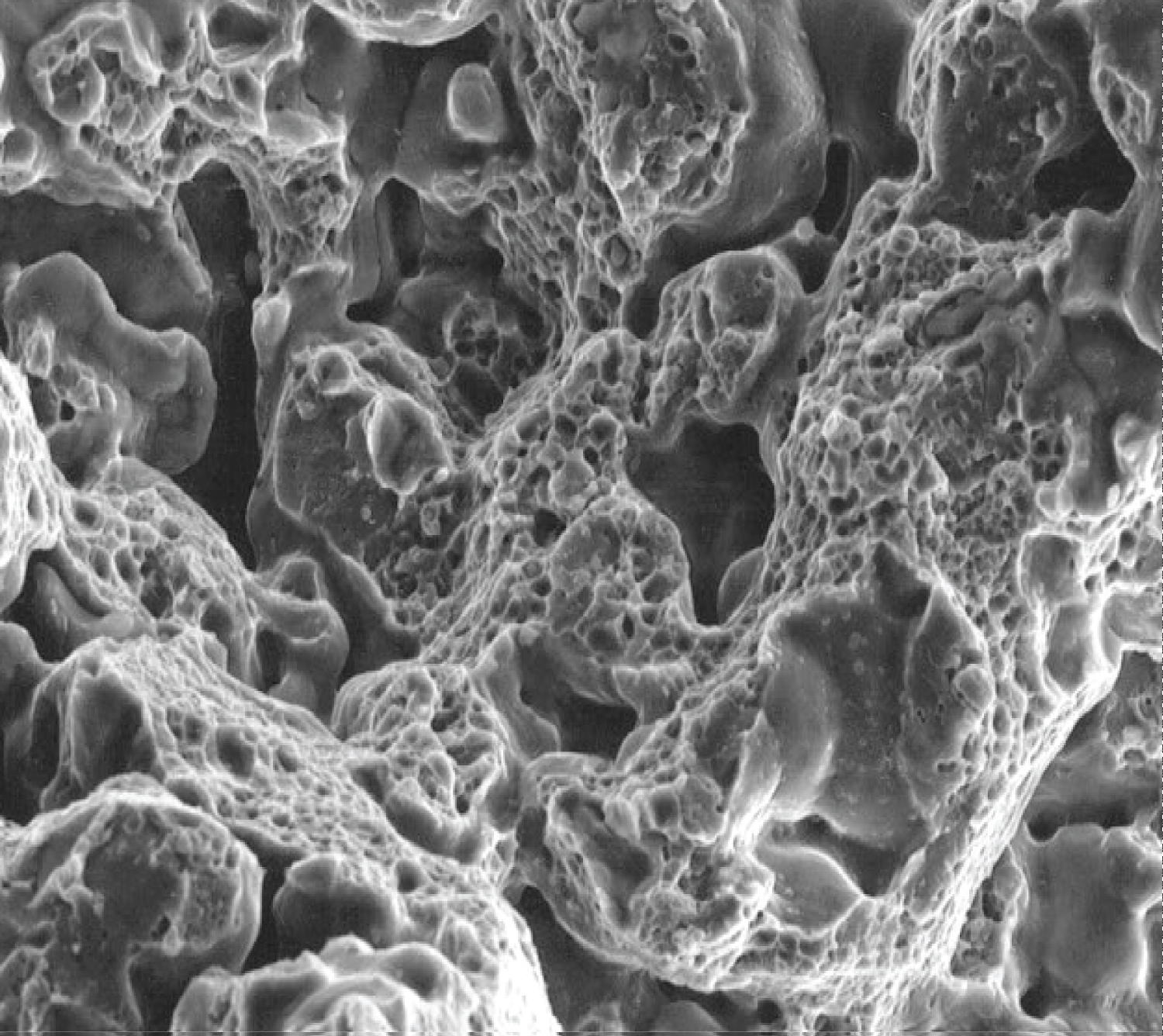
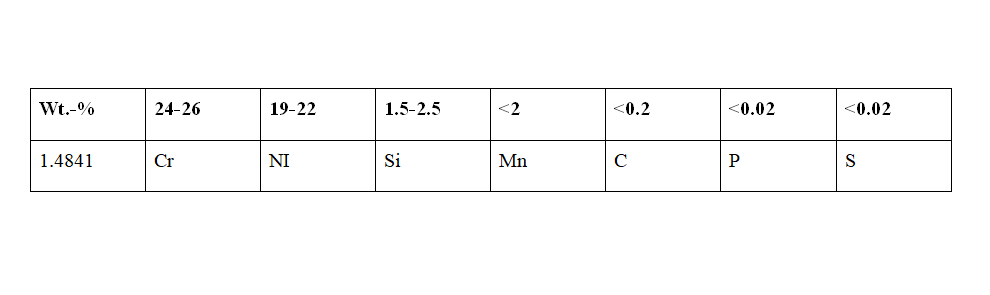
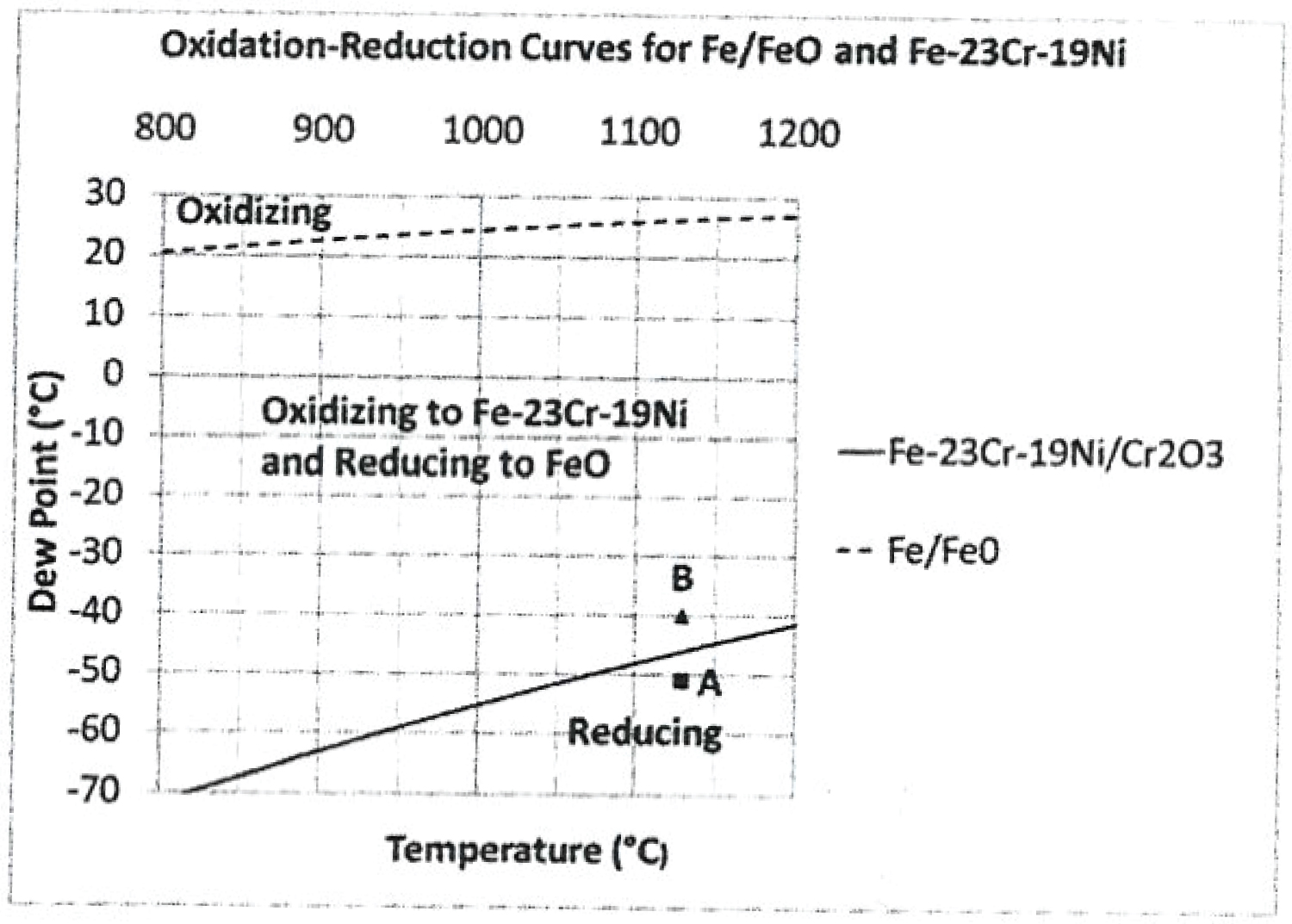
Figure 7: Oxidation/reduction curves...
Oxidation/reduction curves in dependance of dew point and temperature.

References
- Lenel Fritz V (1980) Powder metallurgy - principles and applications. Metal Powder Industries Federation, Princeton, New Jersey, USA.
- German RM (1984) Powder metallurgy science. Metal Powder Industries Federation, Princeton, New Jersey, USA.
- Bocchini GF (2004) Influence of controlled atmospheres on the proper sintering of carbon steels. Powder Metallurgy Progress 4: 1-34.
- Delarbre P, Sigl LS (2004) Sinterhärten von pm-atählen: Grundlage und praktische anwendung. In: Wissenschaft und Praxis Band 31, Fachverband Pulvermetallurgie 179.
- Delarbre P, Schoppa A (2015) Einfluß der Sinterbedingungen auf die mikrostruktur und die eigenschaften von sinterstählen. Pulvermetalugie in Wissenschaft und Praxis, Fachverband Pulvermetallurgie, 181-193.
- Beguin C (1995) Einführung in die Technik der Schutz- und Reaktionsgase. Schweizerischer Verband für die Wärmebehandlung der Werkstoffe.
- Delarbre P (2018) Relation entre la microstructure et les propriétés des aciers frittés. Universitaires Européennes.
Author Details
Patrice Delarbre*
82 boulevard Lafayette, Calais, France
Corresponding author
Patrice Delarbre, 82 boulevard Lafayette, Calais, France.
Accepted: April 25, 2022 | Published Online: April 27, 2022
Citation: Delarbre P (2022) Continuous Mesh Belt Furnace for Iron Powder Metallurgy. Int J Metall Met Phys 7:072.
Copyright: © 2022 Delarbre P. This is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original author and source are credited.
Abstract
The powder metallurgy [1,2] is a part of the metallurgy that permits the production of samples manufactured by powder for example iron and their alloying PM steels (Ni, Cu, Mo, Cr and carbon). The sintering process of PM steels is the key for the success. Sintering at temperature between (1120 ℃ and 1290 ℃) a continuous furnace under a protective gas atmosphere. The sintering process is an important step which permits to obtain the mechanical properties of the samples. This paper describes the sintering process in a mesh belt furnace at 1120 ℃. The effect of the composition of the protective gas atmosphere with the presence of high content of oxygen and carbon on the life time of the mesh belt will be discussed.
Introduction
The sintering process consists to heat the compacting green parts with a lubricant (wax, stearate) in a continuous furnace like mesh belt or walking beam furnace under a protective gas atmosphere. A mesh belt furnace has many benefits like high yields of uniform quality products, maximum energy efficiency and long service life and easy maintenance.
Below melting temperature of the principal alloying element to create necks between the powder particules. A deformation of the sample does not take place during this treatment under protective gas atmosphere like a mixture hydrogen-nitrogen or endothermic gas. Generally, for reason of cost reduction the samples are sintering in a mesh belt furnace, temperature range to 1120° Celsius. The time for the sintering process is about two hours and this time depends on the length, the width and on the speed of the mesh belt furnace. The goal of the protective gas atmosphere is to avoid an oxidation of the powder particules and decarburizing effect of the samples [3-5]. The protective gas atmosphere with the presence of oxygen due to a leakage in the furnace or of methane or propane has a big influence on the life time of the mesh belt furnace (Figure 1).
The mesh belt is continuously in contact with the air atmosphere at room temperature during two hours and under the protective gas atmosphere nitrogen-hydrogen at high temperature during the same time.
To explain and to understand the quality of the sintering process, a metallographic examination was made by light optical microscope (LOM) at polished and etched states. The microsections were etched with aqueous Nital.
The sintering process consists on three steps:
1) Dewaxing to about 850 ℃ - burn off the lubricant.
2) Sintering at 1120° Celsius for about twenty minutes under a protective gas atmosphere for the reduction effect of the powder particules. The temperature is 1120 ℃ for a mesh belt furnace and > 1120 ℃ in a walking beam furnace.
3) The cooling at room temperature. This step is important for the formation of the microstructure consequently for the mechanical properties of the specimens.
Dewaxing
The dewaxing is the major challenge during the sintering process. In the green specimens the lubricant is generally wax with the chemical formule CH3(CH2)16CO2H (CmHn) with a melting point between 70° to 150 ℃ and a vapor point between 150° to 350 ℃. Lubricants with lithium or zinc are not recommended because they lead to the formation of a deposit layer of the elements on the interior wall of the muffle in the dewaxing zone. For this reason, the temperature in the dewaxing zone is lower than the measured temperature. The gas of the lubricant can be transported in the sintering zone.
With increasing the temperature, the transformation solid-liquid takes place and the formation of wax vapor condense is the final state. The dewaxing step can take place under a wet and oxidizing atmosphere or under a dry and reducing atmosphere. The dewaxing under dry and reducing condition (lower dew point in the dewaxing zone) has a catastrophic effects of poor lubricant removal and the formation of microcracks - blistering - at the surface and under the surface of the sintering part (Figure 2).
The dewaxing under wet and oxidizing condition with the presence of oxygen and water vapor has the capability to remove the lubricant and the formation of blistering does not appear. The oxidizing reaction will sometimes form a superficial oxide on the powders. This oxide will be reduced during the sintering cycle.
Sintering
The protective gas atmosphere is generally preheated and added at the end of the sintering zone or the beginning of the cooling zone. The gas flows in two directions: In the direction of the sintering and dewaxing zone and in the opposite direction the cooling zone. The goal of this gas in the sintering zone is to reduce the metallic surface and to build the formation of sintering necks between the fine particles and to obtain a good diffusion of carbon.
That protective atmosphere leads to a reduction of the metallic surface and give the formation of sintering necks (Figure 3a). If the protective atmosphere has an oxidation effect, the formation of sintering necks is not metal-metal but oxyde-metal (Figure 3b) or oxyde-oxyde.
The Figure 4a shows the skeleton formation of a sintering part with a density of 7.0 g/cm3. The material as a white colour and the pores black. The Figure 4b illustrates the microstructure with the formation of a mixture of martensite-bainite and Ni rich areas. This structure with three microconstituents is not comparable to the structure of steel with one constituent. The SEM examination of a ductile fractured surface of a PM sample (Figure 5) shows many broken sintering necks. That is an indication for a good sintering process and compaction of the green part without delamination - microcracks under the surface- which appear at a too high compacting pressure e.g. to high density for the green part.
Behavior of the Mesh Belt
Under condition production the life time of the mesh belt depends on the quantity of PM parts, the chemical composition, the wax content and the density of the specimen [6,7].
The material of the links of the mesh belt is an austenitic stainless steel. Its primary crystalline structure of the EN No 1.481 (AISI/ASTM314) is austenite (face-centered cubic abbreviated cf or fcc) and is no magnetic. This structure is achieved by adding enough austenite stabilizing elements nickel and manganese. This is a heat resisting grades that which can be used at elevated temperature usually above 600 ℃). Corrosion resistance is mostly provided by chromium C and silicon that form a very stable oxide film. The chemical composition of the austenitic stainless steel is reported in the following Figure 6.
During the sintering process the formation of very fine particules, which are like dust -black and hard - can be observed. This fine particules (0.5 to 1 mm) grow after a long or short time to form agglomerates with a diameter of 5 mm and more which can be found under the mesh belt and which can be broken and stopped the sintering production of the parts.
The entrance of oxygen or air at the end of the cooling zone in the direction of the sintering zone lead to a decarbonisation of the PM part and the formation of carbon monoxyde or carbon dioxyde. The protective atmosphere has an oxidizing effect.
Similarly, the addition of H2O to the sintering gas mixture or its substitution for oxygen is known to trigger breakaway oxidation of Fe-Cr alloys. The oxidation reduction curves in the Figure 7 show the relation between temperature and dew point. The oxidation reduction of the mesh belt depends clearly of the dew point and the temperature. A mesh belt sintering furnace has generally a dew point in the range of -10 to -20 ℃.
In the protective gas atmosphere of the furnace with the presence of oxygen, carbone as CO2, an extensive internal precipitation of chromium-rich carbides which hinders the outward diffusion a selective oxidation of chromium.
Similarly, the addition of H2O to the sintering gas mixture or its substitution for oxygen is known to trigger breakaway oxidation of Fe-Cr alloys.
With the addition of carbon rich gas (methane or propane) at the beginning of the cooling zone an excess of carbon takes place and a carbonization effect of the PM part and also a carbonization of the link of the mesh belt with the formation of chromium rich carbide can be observed. Therefore the atmosphere in the cooling zone as a reducing effect.
An overview of a link can be seen in the Figure 8. The LOM micrographs (Figure 9) of a link show the presence of chromium rich carbides along the grain boundary and in the grain. The austenitic microstructure is disappeared. This microstructure explains the fracture of the link. The stainless steel has lost its ductility and the production pf the parts must be stopped.
Conclusion
The quality of sintering can be helped by an examination of microsection, which can explain the defect or problem of the sintering process. This report shows that the reaction between the material of the mesh belt system and the protective atmosphere can be influenced the microstructure of the PM parts and also the time life of the mesh belt. Control of belt speed, temperature, and atmosphere are of great importance.
To avoid the damage of the mesh belt, the contain of the carbon gas (methane, propane) and the contain of oxygen in the protective gas atmosphere must be controlled in the sintering zone and in the cooling zone. The mission of the fabrication of continuous mesh belt furnace is to develop and to build a furnace for the best-in-class thermal processing solutions and services for the production of powdered metals. The formation of chromium rich carbides lead to a catastrophic damage with break of link of the mesh belt. Consequently the sintering production must be stopped.
To avoid the damage of the mesh belt, the following points must be observed:
• Addition of methane or propane in the furnace must be controlled and limited to a low concentration.
• Air addition due to a leakage in the cooling and sintering zones.
• Dewaxing gas flow in the direction of the sintering and cooling zone.
• High speed of the mesh belt.